
Rare earth elements are essential to modern industries such as electric vehicles, wind power, and advanced electronics. However, extracting these metals from ore relies on complex hydrometallurgical processes, especially acid leaching. One weak point stands out: poor hydrometallurgy mixing. When slurry settles or chemicals fail to spread evenly, recovery rates drop, energy waste climbs, and downtime hits hard.
A purpose-built rare earth agitator changes that picture. It keeps heavy slurries in motion, fights corrosion, and delivers steady results even in tanks holding thousands of cubic meters. This article walks through the biggest mixing headaches in rare earth extraction and shows how specialized mixing equipment solves them. Whether you run a pilot plant or full-scale operation, the right leaching agitator can protect your yields and your budget.
Corrosion Challenges in Rare Earth Agitator Tanks
Rare earth ores usually stay inside hot baths of sulfuric acid or hydrochloric acid. These baths can destroy regular steel within just a few weeks. Shafts or blades made from standard carbon steel simply vanish when exposed to such harsh conditions. Plant operators are well aware of the consequences, including unexpected leaks, frequent component replacement. On top of that, there are unplanned stops in production that end up costing thousands of dollars every hour.
To solve this issue, the process begins with careful choices of materials. These materials must withstand pH levels below 1 and temperatures above 80°C. However, fighting corrosion involves more than just picking the right metal. Internal flow patterns also matter. For instance, if the acid gathers in the corners or stays along the shaft for too long, then the corrosion happens much faster. But a carefully designed industrial agitator helps maintain uniform circulation. In this way, it reduces stagnant zones and preventing excessive acid concentration in specific areas.
Selecting Acid-Resistant Alloys for Tank Agitators
The choice of alloys can decide whether the tank lasts a long time or fails quickly in rare earth leaching operations. Today, many factories choose special grades such as 316L, 317L, 904L, and duplex types like 2205 or 2507 for shafts and impellers. These kinds of steels fight against pitting and cracking much more effectively than the basic 304 grade. In addition, some manufacturers take extra steps. They develop special custom mixes that fit particular acid strengths and different temperature levels.
When you look at real use, an impeller made from 904L in a slurry with 50% solids often lasts three to five times longer compared to one from standard stainless steel. The most important part is to pick the alloy that matches your specific ore chemistry and the kind of acid you use. Those suppliers who evaluate slurry samples before they start building the equipment can provide agitators with stronger reliability. These units remain useful for many years rather than just a few months.
Managing High Heat and Stress in Agitator Shafts
Heat adds another layer of trouble. Leaching tanks run hot, and long shafts bend or twist under torque. Excessive vibration cracks welds and damages bearings.
Engineers counter this with thicker shafts and reinforced hubs. They also shorten the critical speed zone by placing blades where flow is strongest. The result is less stress and longer bearing life. Real-world plants report 30% fewer shaft repairs after switching to these designs.
But even the strongest materials cannot ensure reliable performance if circulation remains poor. That brings us to the next big issue in heavy rare earth processing.
Efficient Slurry Mixing for Heavy Rare Earth Minerals
Rare earth concentrates can reach 40-50% solids by weight. At that density, normal mixers create dead zones where particles settle and reactions stall. Recovery suffers and downstream filtration clogs. A slurry agitator built for this job creates strong axial flow that lifts solids without grinding them into fines.
The goal is simple yet demanding: high pumping capacity at low shear. Too much shear breaks crystals that are needed for clean separation later. The right leaching agitator strikes that balance and cuts power use at the same time.

Key Design Principles for Leaching Tank Agitators
Modern leaching agitators use variable cross-section blades set at changing angles. Compared with standard 45-degree pitched-blade turbines, these designs deliver the same mixing results while using 40-50% less power. By operating efficiently in high-velocity flow zones, the impellers can move more liquid without requiring unnecessarily large blade surfaces.
Axial flow is dominant in this type of agitator, which keeps solids suspended across the entire tank height. Radial currents stay gentle, sparing the tank walls and extending vessel life. In phosphate and non-ferrous leaching tanks, plants using this style report smoother operations and fewer blockages in pipelines.
Motor Sizing for High-Density Slurry Agitators
Choosing the right motor becomes very important when the slurry density reaches 1.8 g/cm³ or even higher than that. If the motor is too small, it will overheat quickly. On the other hand, if it is too large, it ends up wasting a lot of electricity. To get this right, engineers figure out the needed power. They base their calculations on torque measurements from tests on scaled-down rigs. For instance, a unit of 1.5 kW could be enough for a small pilot tank. At the same time, a drive of 300 kW can handle a large full-scale vessel that holds 1000 m³.
The speed options go from as low as 0.01 rpm up to 3000 rpm. This wide range allows operators to set the precise flow rate that the process requires. In addition, variable-frequency drives bring extra flexibility. Thanks to them, one agitator can manage various batches of ore. There is no need to change any hardware each time.
Preventing Costly Equipment Failures on Site
A single agitator failure can idle an entire leaching line for days. Shaft vibration may loosen bolts, damaged seals can cause acid leakage, and emergency maintenance quickly increases downtime. Good industrial agitator manufacturers tackle these risks head-on with proven engineering steps.
They start by analyzing real flow data instead of guesswork. This approach spots weak spots before fabrication begins. The payoff appears in plants that run 24/7 with minimal surprises.
Reducing Agitator Shaft Vibration
Vibration comes from unbalanced loads and fluid forces. Manufacturers balance impellers to tight tolerances and stiffen shafts where bending is highest. Some add stabilizers or change blade count to shift natural frequencies away from operating speeds. These design improvements can significantly reduce vibration during operation.
Sealing Systems for Acidic Slurry Agitators
Sealing systems face some of the toughest conditions in acidic slurry service. Traditional
packing seals used to leak and wear shafts quickly. New designs pack tighter yet allow quick adjustment while running. Mechanical seals now use reinforced stationary rings that handle blade wobble without failing.
These upgrades can greatly reduce leakage and lower shaft sleeve replacement costs. In large storage tanks over 1000 m³, side-entry agitators equipped with them use only one-third the power of top-entry models while keeping liquid safely inside.
Making Maintenance Easy
Accessibility counts when tanks are 10 meters tall. Modular drives and quick-release couplings let technicians swap parts without draining the tank. Safe access platforms and standardized fasteners speed every service visit. Plants that adopt these features report maintenance time cut in half and fewer safety incidents.
With corrosion, mixing, and reliability covered, the next question is where to find agitators that actually deliver on all three fronts at once.
NHD Rare Earth Agitators for Global Mining Standards
NHD is a leading agitator manufacturer for demanding mineral processing and hydrometallurgy applications with decades of experience. s Its product range covers 1.5 to 1000 kW and speeds from 0.01 to 3000 rpm, serving mineral processing, metallurgy, and hydrometallurgy plants worldwide. Every unit starts with customer data—ore type, acid strength, solids percentage—then moves through CFD simulation and physical testing.
NHD runs one of China’s largest Acoustic Doppler Velocimeter (ADV) testing platforms with tanks up to 1800 mm across. This setup allows engineers to verify flow patterns and power consumption before final delivery. As a result, agitator designs can be scaled more reliably from pilot testing to full production.
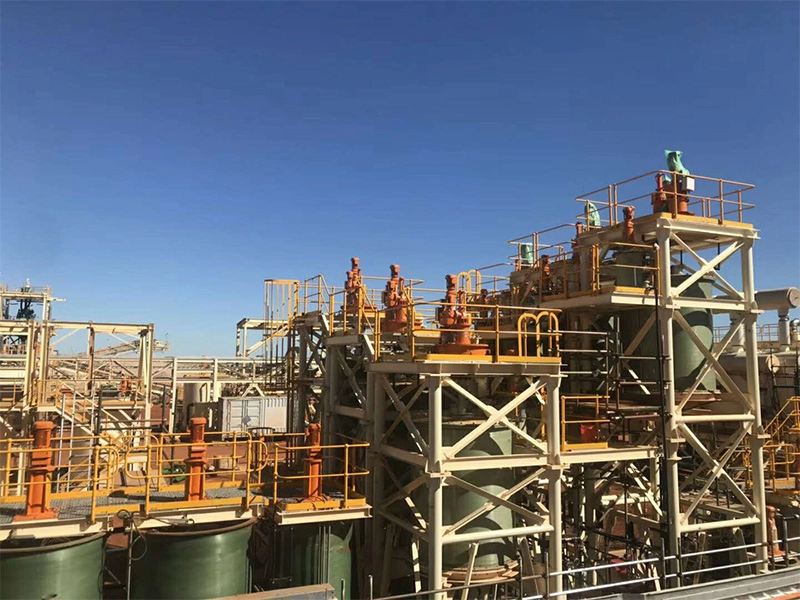
Case Study: Northern Minerals Agitator System (AU)
In 2017, Northern Minerals needed a complete modular system for its 100 kt/a heavy rare earth pilot plant in Australia. NHD delivered the agitator, CCD thickener, and flocculant preparation package on a tight five-month schedule. The design met strict AS/NZS standards while working from basic specs supplied by Worley Parsons. The client recognized the project for smooth communication, full compliance, and on-time delivery. The agitators have kept slurry uniform and reactions stable ever since, proving the value of tailored leaching agitator engineering in real rare earth service.
 Pilot Testing and Fluid Analysis for Agitator Selection
Pilot Testing and Fluid Analysis for Agitator Selection
Before finalizing the agitator design, NHD runs scaled tests to compare different impeller shapes and tank bottoms. Engineers measure three-dimensional flow velocities and power draw in real time. This data drives final blade angles, diameters, and motor sizes.
Clients receive clear reports showing the expected performance of the selected rare earth agitator under their process conditions. This improves decision-making, reduces project risk, and helps avoid the costly trial-and-error often associated with non-optimized mixing equipment.
结论
Rare earth extraction places severe demands on hydrometallurgy mixing equipment. Acids, heat, and heavy slurries demand more than off-the-shelf mixers. A purpose-built rare earth agitator from NHD keeps solids suspended, fights corrosion, and runs efficiently for years. The result is higher recovery, lower power bills, and fewer shutdowns. For proven agitator solutions that match your ore and your standards, contact us at sales@chinanhd.com. Your next project deserves equipment that works as hard as your team.
常见问题
Q1: What is the exact difference between mixing standard liquids and hydrometallurgy slurry?
A: Standard liquids flow freely, but slurry carries 40-50% solids that settle fast and need strong axial pumping plus controlled shear.
Q2: Why can’t standard stainless steel survive in a rare earth leaching tank?
A: Ordinary stainless pits and cracks in hot acids below pH 1; specialized alloys like 904L or 2205 resist pitting far longer.
Q3: How does NHD ensure the agitator solutions will actually work for my specific mineral ore?
A: NHD uses ore sample testing, ADV analysis to measure real flow and power, then scales the design to match your tank and slurry properties exactly.
