 On a foggy morning, the air is thick with moisture, blurring visibility and disrupting people’s lives and travel. That same kind of haze shows up in industrial settings, but with far bigger stakes. In processes like flue gas desulfurization (FGD), where gases mix with liquids in scrubbers or absorption towers, tiny droplets can escape and wreak havoc. This leads to re-entrainment, a sneaky issue where captured liquids get pulled back into the gas stream by fast-moving air. It cuts down efficiency, boosts costs, and risks equipment failure. As a demister manufacturer with years in the field, NHD tackles this head-on with our chevron vane demister. This piece breaks down the problem and shows how our chevron type demister stands out in gas liquid separation. If you’re dealing with desulfurization equipment or flue gas desulfurization equipment, stick around to see how a smart chevron demister can clear the air—literally.
On a foggy morning, the air is thick with moisture, blurring visibility and disrupting people’s lives and travel. That same kind of haze shows up in industrial settings, but with far bigger stakes. In processes like flue gas desulfurization (FGD), where gases mix with liquids in scrubbers or absorption towers, tiny droplets can escape and wreak havoc. This leads to re-entrainment, a sneaky issue where captured liquids get pulled back into the gas stream by fast-moving air. It cuts down efficiency, boosts costs, and risks equipment failure. As a demister manufacturer with years in the field, NHD tackles this head-on with our chevron vane demister. This piece breaks down the problem and shows how our chevron type demister stands out in gas liquid separation. If you’re dealing with desulfurization equipment or flue gas desulfurization equipment, stick around to see how a smart chevron demister can clear the air—literally.
The Hidden Threat of Re-entrainment
Re-entrainment might not grab headlines in plant operations, but it quietly drains resources and hampers output. Many operators overlook it until small issues snowball into major downtime. Understanding this threat starts with grasping its core mechanics and spotting where it strikes hardest in everyday systems. Therefore, we can pinpoint the usual suspects behind it, helping teams build better defenses in their gas liquid separation processes.
What is Re-entrainment?
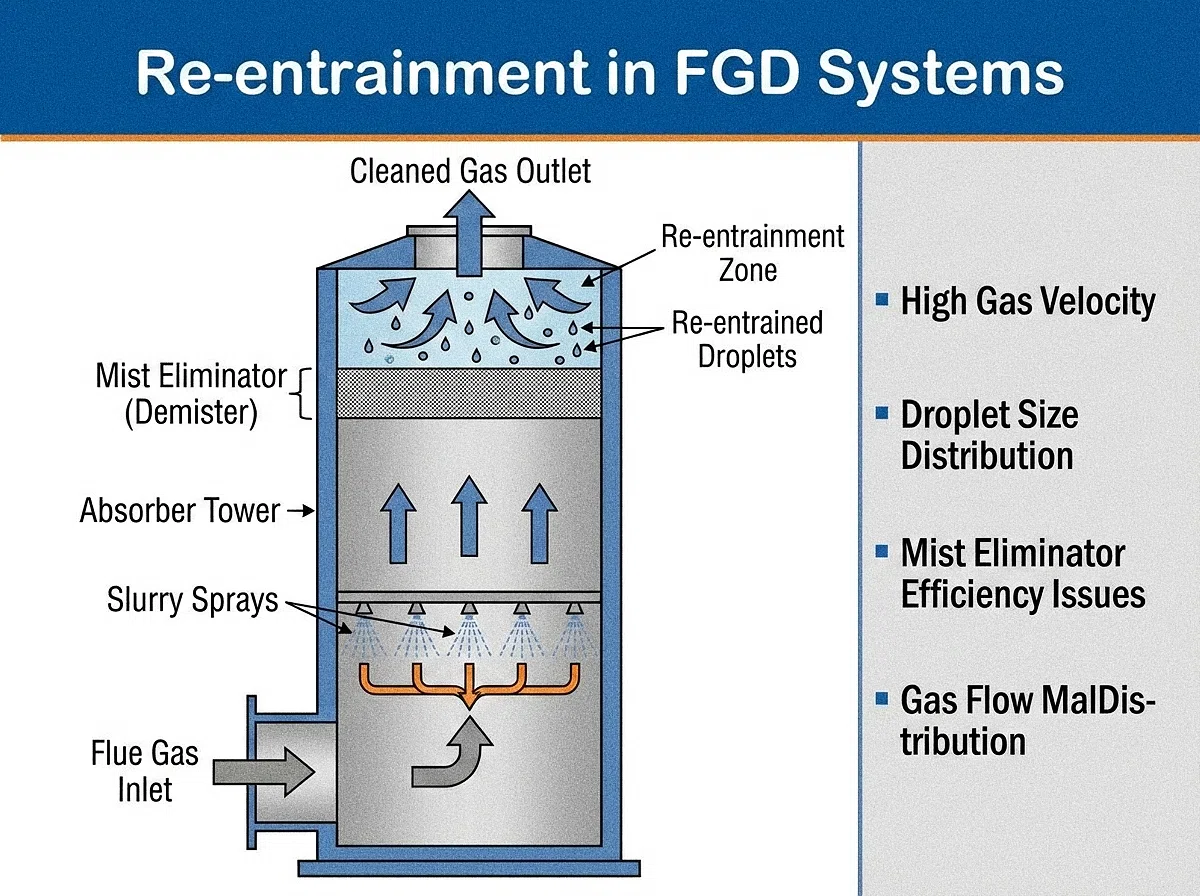
Re-entrainment happens when liquid droplets, already separated from a gas stream, get dragged back in by turbulent flows. In the demister of a flue gas desulfurization device, gas flows rapidly through a curved channel, forcing droplets to impact the wall and accumulate. But if velocities spike or designs falter, those droplets break free again. This cycle wastes energy and contaminates clean gas. In desulfurization equipment, it often stems from uneven flow patterns. Droplets as small as 10 microns can re-enter, mixing back into the stream and lowering purity levels. Engineers see this in high-pressure zones where inertia alone can’t hold them. A solid chevron type demister counters this by guiding flows more gently, but without it, re-entrainment turns a smooth operation into a messy loop.
Re-entrainment doesn’t just annoy— it disrupts the balance in critical systems. Let’s look closer at how it plays out in specific applications, where the fallout hits hardest on productivity and safety.
Why It Hurts Your Process
In flue gas desulfurization (FGD) systems, re-entrainment lets sulfur-laden droplets escape, fouling downstream equipment and spiking emissions. Plants might face fines or shutdowns if levels exceed regs. Scrubbers suffer too: re-entrained liquids erode internals, cutting lifespan from years to months. One case in a coal-fired plant showed a 15% drop in efficiency due to this, leading to higher fuel use. Drying towers aren’t immune either. Here, moist air re-picks up water, delaying product drying and risking mold in food processing. Across these devices, re-entrainment hikes operational costs by 20-30% through extra cleaning and repairs.
Spotting the root causes is key to fixing re-entrainment. Common factors tie back to design flaws or operational oversights, often hiding in plain sight until they cause real trouble.
What Are the Common Culprits?
High gas velocities top the list—excessive gas velocity can whip droplets back into play. Poor vane spacing in a chevron demister lets turbulence build, while blockages from solids amplify the issue. In desulfurization equipment, uneven liquid loads from sprays create hotspots for re-entrainment. What’s more, standard vanes often suffer from material fatigue. Corroded or rough surfaces disrupt the liquid film, leading to re-entrainment—a problem NHD solves with precise engineering in our chevron type demister, tailored for robust gas liquid separation.
How Advanced Design Prevents Re-entrainment
The principle of the chevron vane demisters is that the gas flows in a zigzag pattern in the vanes, and the droplets impact the surface due to inertia and gravity. NHD’s model amps this up with a mix of tubular and wave levels, cutting pressure drops while nixing dead spots. This design ensures thorough gas liquid separation without the usual pitfalls. Now, let’s explore the design elements that make this possible, from vane shapes that ease flow to systems that whisk away liquids fast.
![]()
Optimized Vane Geometry for Smoother Flow
Streamlined vanes in a chevron type demister guide gases without sharp turns that stir up trouble. NHD uses streamlined blades. This aerodynamic design significantly reduces pressure loss compared to traditional vanes. Gases flow at steady speeds, minimizing eddies that cause re-entrainment. In flue gas desulfurization equipment, this means droplets stick to vanes longer, separating cleanly. The geometry also spreads the load evenly, preventing overload in spots.
With smooth flows in place, the next step is handling collected liquids. Effective drainage keeps surfaces clear, stopping buildup that could lead to re-entrainment in demanding environments.
Integrated Drainage System for Swift Removal
NHD’s chevron demister features a self-cleaning tubular level paired with wave sections, all fed by top and bottom wash systems. Liquids drain straight to tanks under gravity, with no hidden corners for buildup. This ensures continuous drainage and prevents the solid buildup that typically leads to blockages. And the system flushes solids too, keeping paths open. Quick removal means less chance for droplets to bounce back, making the chevron type demister a reliable choice.
Robust Construction for Stable Performance
Unique among manufacturers, all NHD parts are cold formed by once pressing without any heat treatment. This process preserves the material’s original chemical and physical properties and ensures the metallographic structure remains unchanged. The result is superior structural integrity and corrosion resistance, ensuring the demister remains durable over the long term.
Superior Capture of Large Droplets
Large droplets pack more mass, making them prime targets for separation. Yet, they often slip through if designs ignore their inertia. NHD’s chevron demister excels here, using multi-level waves to trap them effectively. This boosts overall purity in flue gas desulfurization equipment. We’ll dive into why these droplets demand attention, how engineering harnesses their properties, and proof from actual runs.
Why Large Droplets Matter
Large droplets, typically present in wet FGD and scrubber systems, carry a disproportionate share of the total liquid mass in the gas stream. When re-entrained, they can entrain finer mist droplets, significantly increasing overall liquid carryover.
In applications such as drying towers, this can lead to product wetting, reduced quality, and unstable downstream operation. From a gas-liquid separation perspective, early and effective removal of large droplets is critical, as their behavior has the greatest influence on separation efficiency, operating stability, and total operating cost.
Engineered for High Inertia Separation
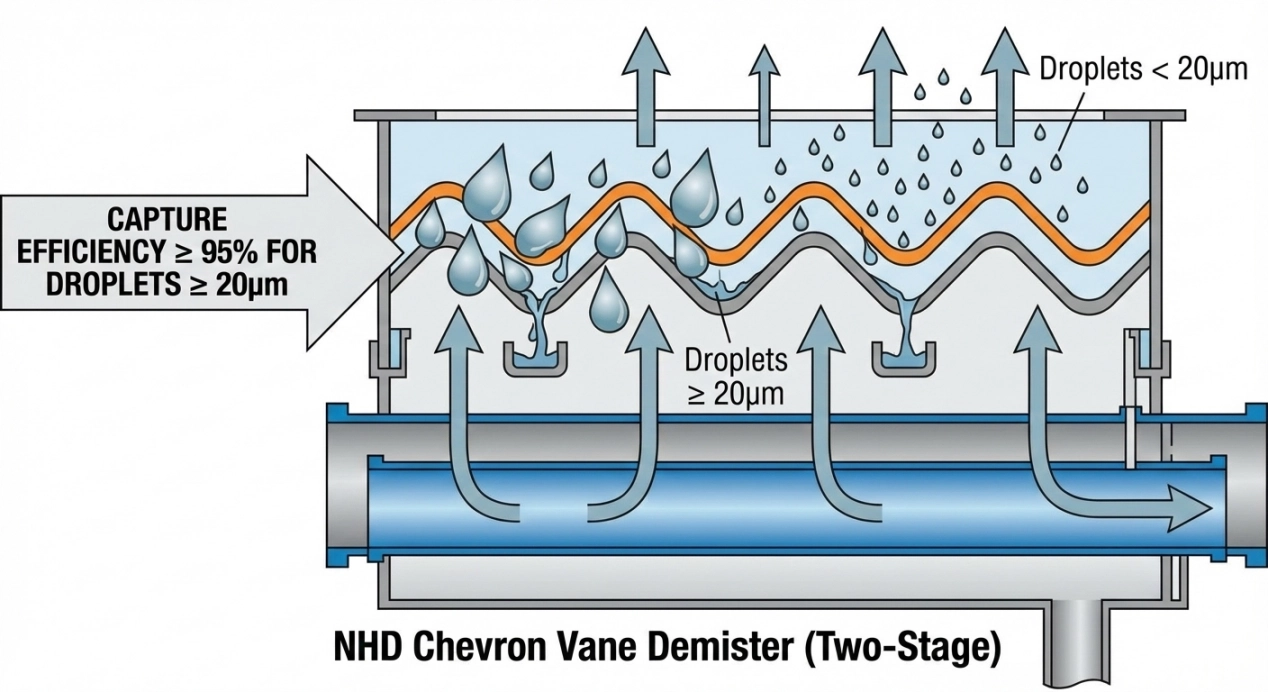
In chevron vane demisters, separation is governed by inertial effects: while the gas stream follows directional changes imposed by the vane geometry, liquid droplets—due to their higher inertia—are unable to follow the same path and instead impact the vane surfaces.
NHD’s tubular and wave-type vane configuration enhances this mechanism by introducing controlled curvature and optimized turning angles, ensuring effective droplet impaction even under high gas velocity conditions typical of desulfurization equipment. The design minimizes gas bypass and maintains stable separation performance in turbulent flow regimes, where inertial separation is most critical.
Proven Efficiency in Real Conditions
Field performance data from flue gas desulfurization systems show that NHD’s chevron vane demister consistently achieves a capture rate of over 95% for droplets ≥ 20 μm under typical industrial operating conditions.
In power generation and chemical processing applications, this level of efficiency is maintained even under elevated liquid loads, while the chevron vane structure preserves a relatively low pressure drop characteristic of inertial demisters. The combination of stable separation efficiency and controlled flow resistance makes the chevron type demister a reliable solution for long-term gas-liquid separation in FGD equipment.
Benefits of the NHD Chevron Vane Demister
NHD’s design brings tangible gains across operations. From one tubular level to multi-wave stacks, it lowers drops and clears blind spots. This chevron vane demister fits seamlessly into desulfurization equipment. Furthermore, it can be customized to your needs.
![]()
Ensure Product Quality and Yield
The tubular and wave-type vane configuration in NHD’s chevron demister is designed to reduce pressure loss while eliminating wash dead zones, ensuring uniform gas-liquid contact across the entire separation area. Through non-standard, application-specific designs, the effective separation area can be maximized, resulting in more stable and predictable gas-liquid separation performance.
In FGD and chemical processing systems, this stability translates into cleaner gas streams, reduced liquid carryover, and consistent compliance with downstream product or emission specifications. By maintaining controlled flow conditions and reliable separation efficiency, the chevron vane demister supports sustained product quality and overall process yield.
Reduce Maintenance & Extend Equipment Life
The chevron vane demister is equipped with efficient top and bottom washing systems that continuously remove accumulated liquid and solids, significantly reducing the risk of clogging during long-term operation. This self-cleaning capability is particularly valuable in FGD environments with high liquid loads and suspended solids.
All demister components are manufactured using cold-forming processes without high-temperature treatment, preserving the original mechanical strength and corrosion resistance of the materials. As a result, the demister maintains stable structural integrity over extended service periods, leading to reduced maintenance frequency, fewer unplanned shutdowns, and a longer operational lifespan in flue gas desulfurization systems.
Customization for Tower Diameter, Gas Velocity & Liquid Load
This product is a non-standard design and can be customized to your specific needs. Various metal materials are available, as well as imported high-temperature resistant reinforced polypropylene material, which can withstand temperatures up to 100℃. And it can be installed horizontally or vertically, suitable for various operating conditions. Adjustments can be made for different flow rates and loads. Therefore, our demister manufacturing method is suitable for various desulfurization equipment, significantly improving gas-liquid separation efficiency.
- Metals for corrosive environments
- Polypropylene for heat resistance
- Non-standard for odd shapes
Conclusion
Re-entrainment is a critical yet often overlooked challenge that directly compromises process purity, increases maintenance costs, and reduces efficiency. For industries where gas stream integrity is paramount, such as in chemical processing or sustainable energy production, preventing this phenomenon is non-negotiable. As a leading demister manufacturer, NHD has been deeply involved in this field for over 30 years, with extensive R&D and manufacturing experience. NHD’s Chevron Vane Demister effectively addresses this problem with its intelligent flow control, rapid drainage, and powerful droplet capture capabilities. This demister is specifically designed to meet the actual needs of flue gas desulfurization equipment, ensuring a clean and reliable process. If you require customization, please contact our team at sales@chinanhd.com; we will provide you with a durable and reliable solution.
